�`�F�[��
�`�F�[�� �p�[�c
�p�[�c �s���E�J����
�s���E�J���� �l�b�N���X
�l�b�N���X �`�F�[��
�`�F�[�� �p�[�c
�p�[�c �s���E�J����
�s���E�J���� �l�b�N���X
�l�b�N���X �u���X���b�g�E�o���O��
�u���X���b�g�E�o���O�� �`�F�[��
�`�F�[�� �p�[�c
�p�[�c �s���E�J����
�s���E�J���� �`�F�[��
�`�F�[�� �p�[�c
�p�[�c �s���E�J����
�s���E�J���� �u���X���b�g
�u���X���b�g �`�F�[��
�`�F�[�� �p�[�c
�p�[�c �s���E�J����
�s���E�J���� �l�b�N���X
�l�b�N���X K18(18���S�[���h)
K18(18���S�[���h) K18PG(18���s���N�S�[���h)
K18PG(18���s���N�S�[���h) K18WG (18���z���C�g�S�[���h)
K18WG (18���z���C�g�S�[���h) �p�[�c
�p�[�c �ې���
�ې��� K10YG (10���C�G���[�S�[���h)
K10YG (10���C�G���[�S�[���h) K10PG (10���s���N�S�[���h)
K10PG (10���s���N�S�[���h) K10WG (10���z���C�g�S�[���h)
K10WG (10���z���C�g�S�[���h) �`�F�[��
�`�F�[�� �p�[�c
�p�[�c �ې���
�ې��� �l�b�N���X
�l�b�N���X �R�b�g���p�[��
�R�b�g���p�[�� �s�A�X�E�C�������O�֘A
�s�A�X�E�C�������O�֘A �e�O�X
�e�O�X �N�b�V����
�N�b�V���� �H���
�H��� �������p�i
�������p�i�u���[�`����̑g��(���[�t��)
�����j���o���̏�ԂŔ̔�����Ă��郍�[�t���p�u���[�`����̑g�ݗ��čH����������܂��B
������̃^�C�v�̃u���[�`����̓��[�t������ʐς����������߁A�{�̗������Ȗʂ̂��̂�h�[�i�c��̂��̂Ȃǂ��܂߁A�l�X�ȃf�U�C���̃u���[�`�Ɏg����ėp���̍����A�C�e���ł�!
���[�t���̊�{�ɂ��Ă������Đ����������܂��B
�y�p�ӂ�����́z
���g�p���镔��
�@�E�u���[�`�̖{�� (�^�J���ȂǁA�����HS-316�̃p�C�v���g�p)
�@�EBST-1�@3�_�Z�b�g�ꎮ
�@�E�K�v�Ȓ����̐j (�����BST-104 ���s��40mm���g�p)
������Ȃ�
�@�E���b�g�R
�@�E�s���Z�b�g
�@�E�t���b�N�X
�@�E�o�[�i�[
�@�E���[�� �܂��� �͂�
�@�E�������e��
↓�yBST-1�@�p�[�c�ꗗ�z

�y���H�H���z
�@���
BST-1�̏ꍇ�A�{�̂Ƀ��[�t������̂�B��C��2�ł��B
�j�̒������l�����āA���ꂼ��ǂ��Ƀ��[�t������̂����߂܂��B
����̂悤�Ƀ��[�t������ʂ�����ł͂Ȃ��ꍇ�́A�X���ɒ��ӂ��܂��B
�C���[�W�}�̂悤�ɁA�p�[�cC�̓����̓ʕ����s���̊����̈ʒu�ɁA�p�[�cB�̊O�����j�̐�[�ɍ����悤�Ɉʒu���m�F���܂��B


���[�t������ʒu�����܂�����}�[�J�[�Ȃǂň�����Ă����܂��B


�A�{�̂Ƀt���b�N�X������
��������ʒu�ɁA�K�ʂ̃t���b�N�X�����܂��B
���t���b�N�X�Ƃ́H
�t���b�N�X�̓��[�t���E�͂t�����i�܂ŁA��Ȍ��ʂ͉��L��3�ł��B
�E���[�t������p�[�c����у��[�ނ̕\�ʂ̎_���햌�������������p
�E���M���̋����\�ʂ̎_����h�~�����p
�E���[�ނ̕\�ʒ��͂���߂ė����������߁A�ڒ��ʂɍL����₷�������p


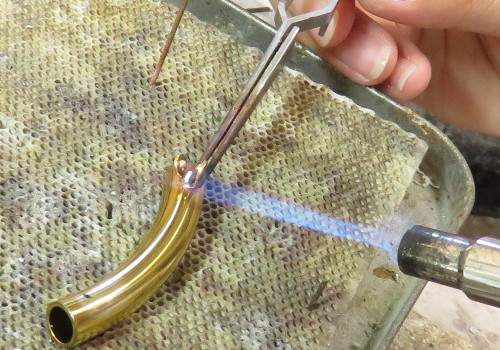
�B�{�̂Ƀ��[�ނ��悹�A�p�[�cC�����[�t������
��������ʒu�ɓK�ʂ̃��[�ނ��悹�A���̏�Ƀp�[�cC��u���ăs���Z�b�g�ŌŒ肵�A�o�[�i�[�ʼnĂ܂��B
����Ȃ��悤�ɁA���O���Ă�������炭���������ɉ������Ă����܂��B
���͂t���̏ꍇ����{�̍H���͓����ł��B
�@�L���X�g�p�[�c�ɕt����ꍇ�́A���[�t�����̍����ɂ��L���X�g�p�[�c���n���ĕό`���鋰�ꂪ���邽�߁A���[�ނ��Z�_�̒Ⴂ�͂��g���A���[�t���̍ۂ��Ⴂ���x�ʼn��M���܂��B
�C�p�[�cB�����[�t������
������p�x�ɒ��ӂ��āA���l�Ƀs���Z�b�g�ʼn������Ȃ��烍�[�t�����܂��B
![�u���[�`����̑g���C��]�p�[�c�����[�t��]( /img/usr/brooch7.jpg )
�D���
���[�t�����S�ďI�������A��p�Ɛ��̂��߂ɐ��b���x�A���ɓ���܂��B
�������ł̉��M�ɂ�鉘���ϐF���������ꍇ�A���ł͂Ȃ��_�Ŏ_�����邱�Ƃ�����܂��B
������o�����Ƃ���B

�E�o������������
����͓s���ɂ��ȗ����Ă��܂����A�ʏ�̓��[�t��������������o�����������܂��B
���C�ɂ��\�ʂ��킸���ɍ�邱�ƂŁA�ϐF��r�����菜�����߂̍H���ł��B
�o�������̕ό`������邽�߁A�j�Ȃǂ̓o������Ɏ��t���܂��B
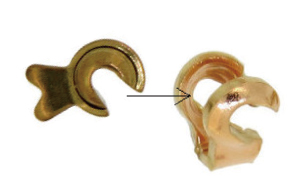
�F�p�[�cA�Ɛj�����t����
�}�̌����Ńp�[�cA�����[�t�������p�[�c�̊Ԃɓ���A��������J�V���܂��B
�������Ȃ��������J�V���߂��ɂȂ����肷��ƁA�����������Ȃ�����j�悪�ɂ����܂�ɂ����Ȃ����肷��̂ŁA�������������Ȃ�����t���܂��傤�B
![�u���[�`����̃��[�t���F��]�p�[�c�̎��t��]( /img/usr/brooch10.jpg )
���l�ɁA���Α����p�[�cC�̓����̓ʕ����j�̊����̕������͂��ނ悤�Ɏ��t���ăJ�V���܂��B�������߂����Ȃ��悤���ӂ��܂��B

���ꂼ��X���[�Y�ɓ������Ƃ��m�F���A�j����Ɏ��߂܂��B
�g�������������Ƃ���↓

�G���b�L���H������
���b�L���H�����āA�����ł��I

�^�J�����j�̒�����20mm�`60mm�܂�5mm���݂ł��p�ӂ��Ă���܂��̂ŁA���L���f�U�C����T�C�Y�̃u���[�`�ɂ��g�����������܂��B
�V���o�[����50mm�̐j�ƃ��[�t���p����̃Z�b�g�����p�ӂ��Ă���܂��B(�j�͗m����)
�yAg �u��-�`���� 50mm (3�_�Z�b�g) RA�z
���s���_���������܂����炨�C�y�����₢���킹��������!