�M����
�^�J�E���̑�
�V���o�[
�`�^��
�S�[���h�t�B���h
�X�e�����X
�R�b�g���p�[��
�������p�[�c�Ȃ�
������
�V���i
�J�^���O








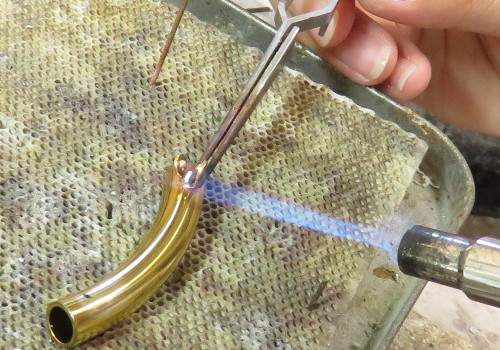
![�u���[�`����̑g���C��]�p�[�c�����[�t��]( /img/usr/brooch7.jpg )

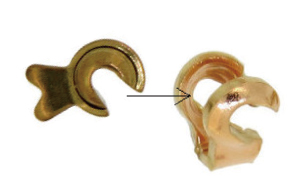
![�u���[�`����̃��[�t���F��]�p�[�c�̎��t��]( /img/usr/brooch10.jpg )